电动化和低碳减排的汽车行业转变下,多零件集成已成为轻量化车身的发展趋势。对于白车身上车体,热成形激光拼焊一体式门环的应用已在国内外得到全面普及,而针对下车体的大型一体化研究仍处于起步阶段。
考虑到原材料成本、工艺成熟度以及运输成本,汽车制造商对基于热成形钢的一体化下车体结构件有着强烈需求。选择热成形技术不仅仅是因为它可以赋予大型零部件最优的几何可能性,更是由于热成形钢能够实现最佳的机械特性、最优异的碰撞性能以及巨大的轻量化潜能。
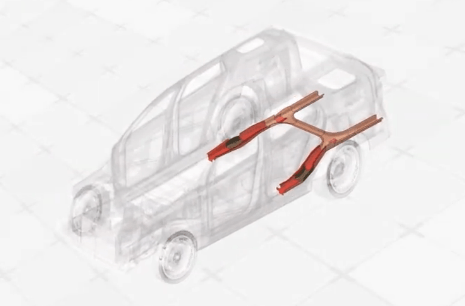
作为铝硅镀层热成形钢技术和多零件集成解决方案的鼻祖,安赛乐米塔尔在继一体式门环之后又一次在车身设计上将热成形技术和ArcelorMittal Multi Part Integration™多零件集成两个概念相结合,提出了针对下车体结构的颠覆性解决方案——一体式热成形激光拼焊后车体骨架(H梁),已被验证具备工业化生产可行性。
11个零件合而为一
一体式后车体骨架将传统车身下车体后半段的11个零件,包括后纵梁和后横梁等,整合成一块大型激光拼焊板,并可针对特定的汽车动力系统需求在H梁前端搭配设计各种补丁板来提升强度。方案全部采用铝硅镀层热成形钢Usibor®和Ductibor®,通过材料厚度和规格的定制化设计,零部件的综合性能达到最优,重量也从基准11个零件的14.45kg降低至单一零件的13.05kg,减重近10%。

而通过布料优化设计,一体式后车体骨架的材料利用率提升到86%,相比集成前的74%单车可节省4.3kg材料。
凭借安赛乐米塔尔全球研发力量和EVI先期介入优势,VAMA在车型早期设计环节便可与汽车制造商开展多零件集成解决方案的联合开发,并提供专业定制化产品和服务。方案中涵盖的所有铝硅镀层热成形钢材料和技术都可由VAMA和下游加工中心GONVVAMA本土化生产和供应。
多零件集成概念的有力验证
一体式后车体骨架再一次证明了大型零部件以热成形材料集成化的可行性,并为白车身下车体的供应链优化和降低碳足迹提供了一种全新设计思路。它的核心是将传统的“多个零件分别成型-焊装分总成-焊装整车”的步骤极度简化。相对于基准方案的传统点焊结构,一体式后车体骨架通过激光拼焊将原来的134个焊点减少到0,节省了分总成的焊装、人工、物流、机器人等成本投入,提高了生产效率,单车仅装配成本就减少约3%;另一方面,通过简化的生产流程,零件生产过程中的碳排放大幅降低,可谓是一举多得。
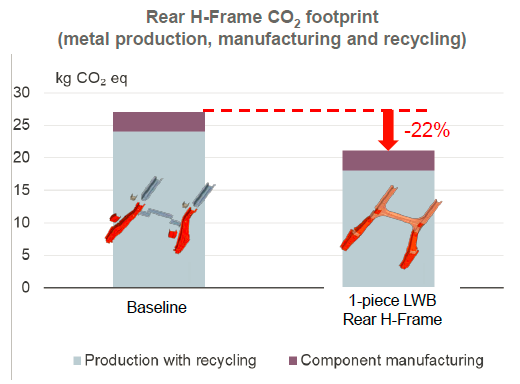
据安赛乐米塔尔测算,传统生产基准车型的11个零件所需车间占地面积为400多平方米,而通过多零件集成生产一体成型的H梁只需要200多平方米,车间工作台面减少近一半,碳排放减少22%。
适用于多平台的通用模块化解决方案
值得一提的是,一体式后车体骨架的整体尺寸和门环的尺寸相差无几,这意味着该方案从原材料的生产、激光拼焊板的加工到热冲压整个供应链上的生产制造、物流运输,都无需对现有设备和供应链进行改造升级。
不过,一体式后车体骨架的降本潜力还远不止于此。鉴于其可以适用于同一平台的所有车型,因此不同的动力系统和不同轴距车型都可以共用同一种通用的、模块化的解决方案,极大地节省了汽车制造的投入。
方案可满足国际市场各类安全法规的要求,并通过了欧洲和北美的安全碰撞测试,包括70%偏置后碰和100%后碰测试。模拟显示,S-in motion® SUV、PHEV、BEV的电池包或燃油箱未受丝毫影响。
新材料和零部件概念更新迭代,汽车制造模式也在不断重构。VAMA以安赛乐米塔尔全球研发为依托,也将持续引入更多革命性的产品和技术解决方案,为未来汽车制造提供创新思路。
来源:盖世汽车
作者:童郜生
本文地址:https://www.d1ev.com/news/qiye/210064
以上内容转载自盖世汽车,目的在于传播更多信息,如有侵仅请联系admin#d1ev.com(#替换成@)删除,转载内容并不代表第一电动网(www.d1ev.com)立场。
文中图片源自互联网,如有侵权请联系admin#d1ev.com(#替换成@)删除。




先估价再买车,买的放心开的安心
您的询价信息
已经成功提交我们稍后会联系您进行报价!

 京公网安备
11010502033163号
京公网安备
11010502033163号