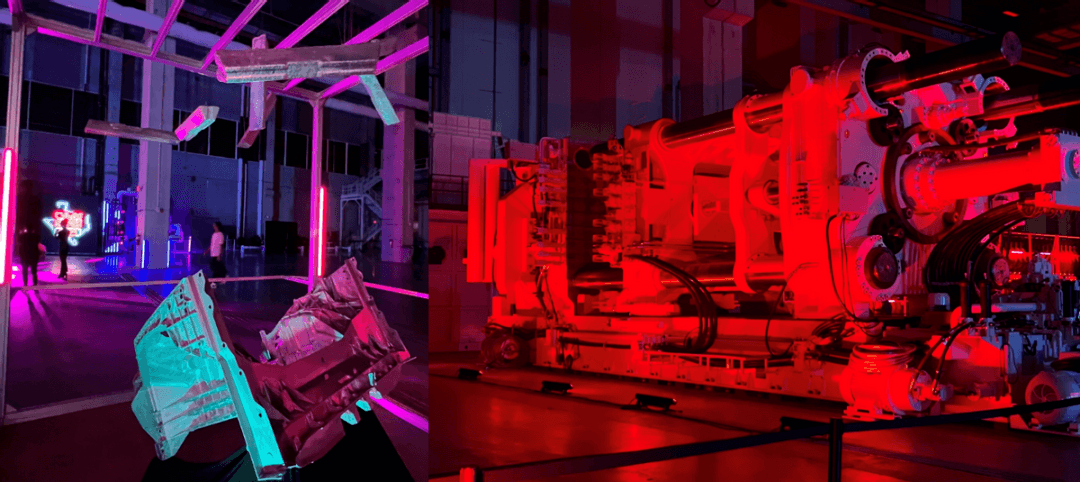
在德州工厂Show的时候,Elon Musk提及很重要的一个地方,就是生产基地的问题。
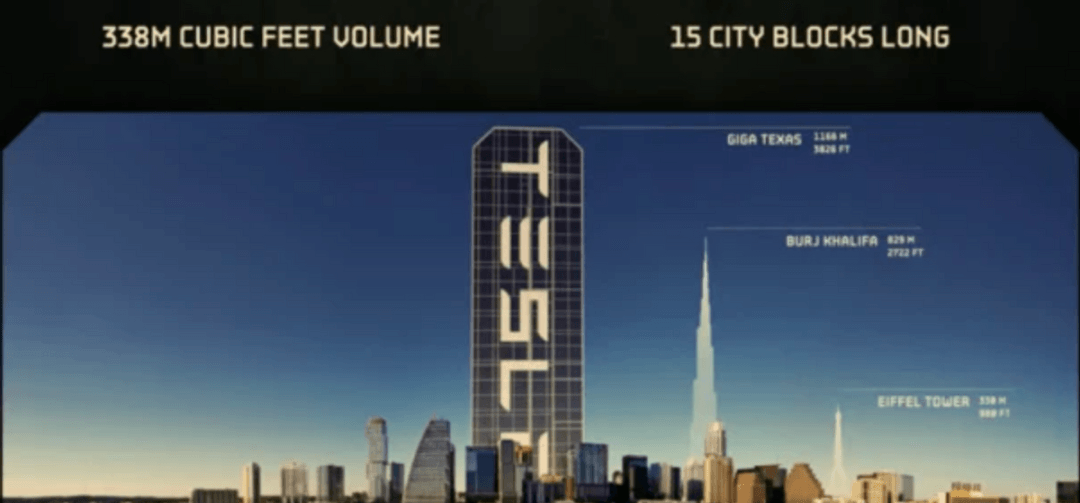
▲图1. 特斯拉的工厂
从整个特斯拉的发展路径来看,核心是更容易和快速去制造一台车,不管是一体化制造、线缆变短,本质还是在设计之初主要是考虑在工艺上进行系统性改革。能够在整个制造效率上,让整车供应链变短,整车的用时和时间变少,用的人工变少,然后让几个制造基地快速撑起来巨量的车。
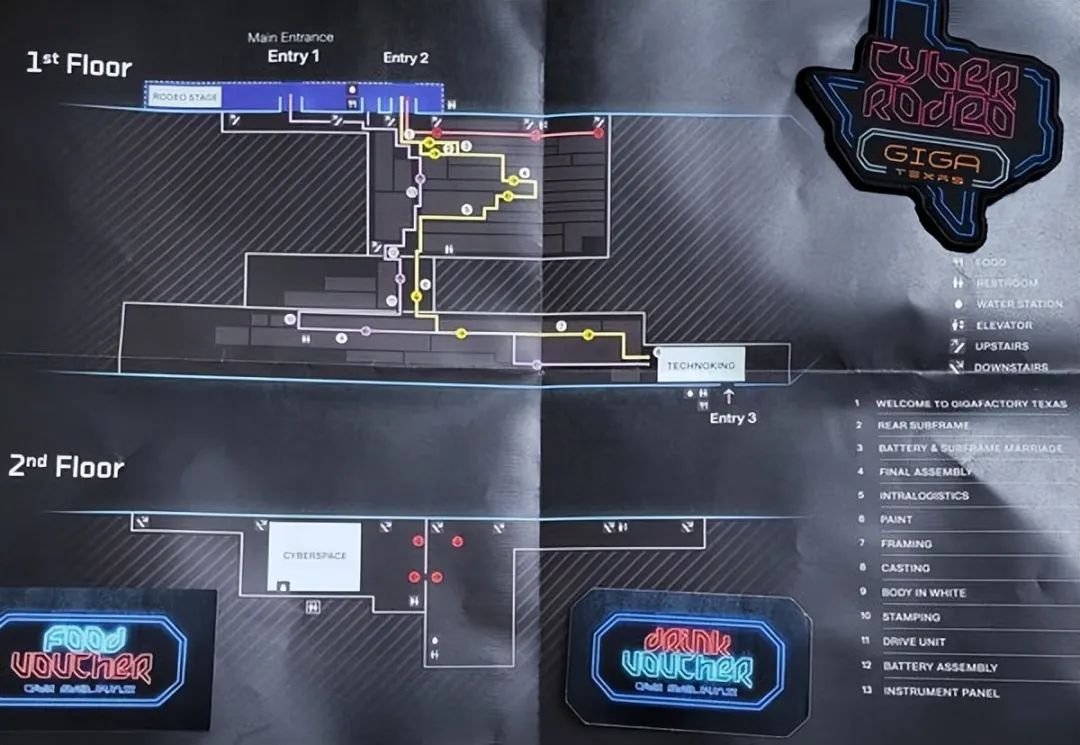
▲图2. 当天的参观路线和开放的区域
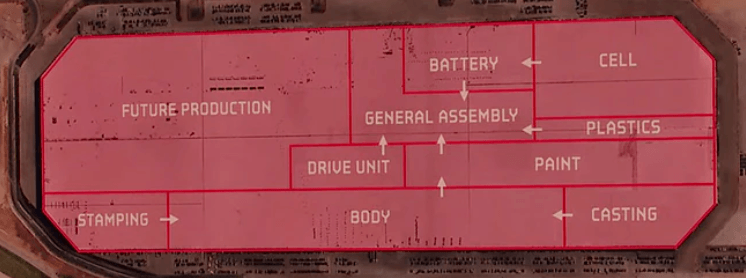
根据今天微博上传的AFS对于特斯拉的Roadmap来看,特斯拉的量的核心还是这么几台车,最多从皮卡扩展到Van,整个就是来来回回的S、X Model 3和ModelY,就是车型平台会有Model E这种新版本的扩展。
备注:特斯拉扩展产品线到底会多快,总体来看很克制。
▲图3. AFS 预测的特斯拉产品规划和美国制造基地分布
Part 1 一体化铸造
在2021 年 3 月推出一体压铸后底板,把70 多个零部件减少最少,是对于传统冲压焊接工艺进行重构。也就是说,在成功推出之后,汽车行业都认识到这种投入巨大的设计,在成本经济性、工艺流程和生产节拍、材料利用率等方面具备较强优势。国内新势力企业,包括蔚来、小鹏、 理想都在研究,而国外沃尔沃、奔驰相关全球性企业,也在思考之前的工厂是否能符合下一代电动汽车制造效率的节奏,所以沃尔沃作为传统车企的代表,第一个推进一体压铸厂房改造和底盘一体化结构件。
主要的优点包括:
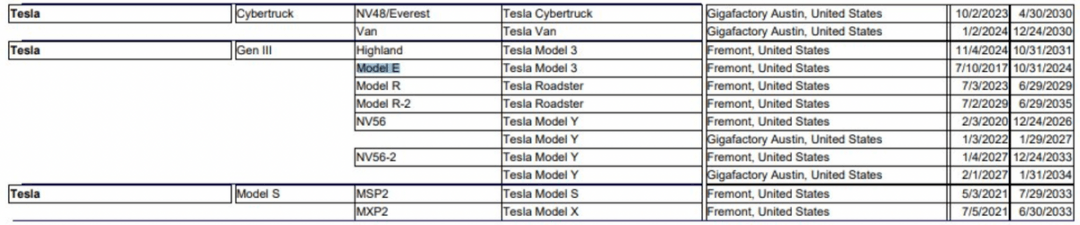
(1)成本经济性提升:钢制白车身的质量在 300-400kg 左右,铝材料代替钢材料可以减轻重量 30-40%,从材料价格和循环使用的角度,铝压铸车身可以在长周期唯独做到和钢制车身平价的水平,兼顾轻量化和成本因素。更重要的是,零件的制造费用也将得到改善
▲图4. 制造的成本和节奏
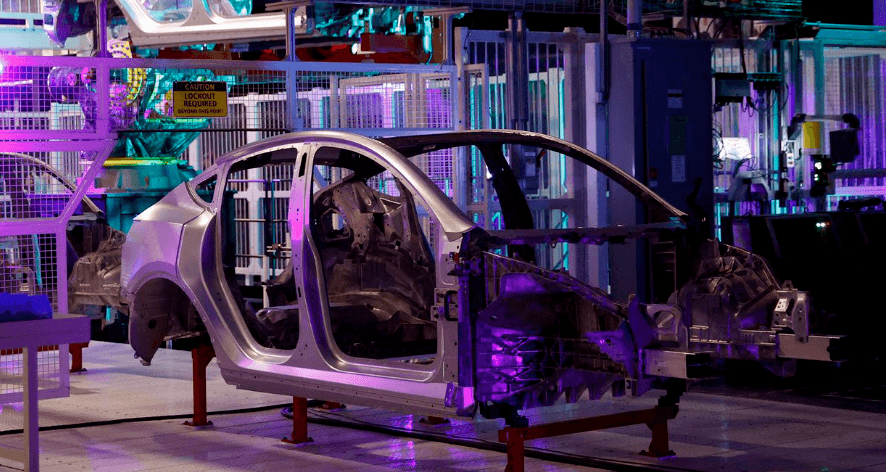
(2) 整车生产节拍优化和工艺流程简化:整车制造流程和工时将通过一体成型得到较好的优化,以特斯拉的Model Y 为例,之前放的视频,后底板工艺的切换将从 1-2 小时的工时减少到 3-5分钟,随着扩展到前部和电池托盘,整个整车制造设置压铸机设置单独工位,只需要中转仓库就可以满足单台设备全天 24h无休,也支持德州工厂单线50万台年

▲图5. 中间结构总成的中转也简单了
(3)产品复杂性降低:这个通过之前的视频看出来了,Model Y 的设计和制造,有希望从设计和制造实现一体化,不光是把焊点减少,整个产品总成的复杂度得到简化,把供应链环节直接缩短了
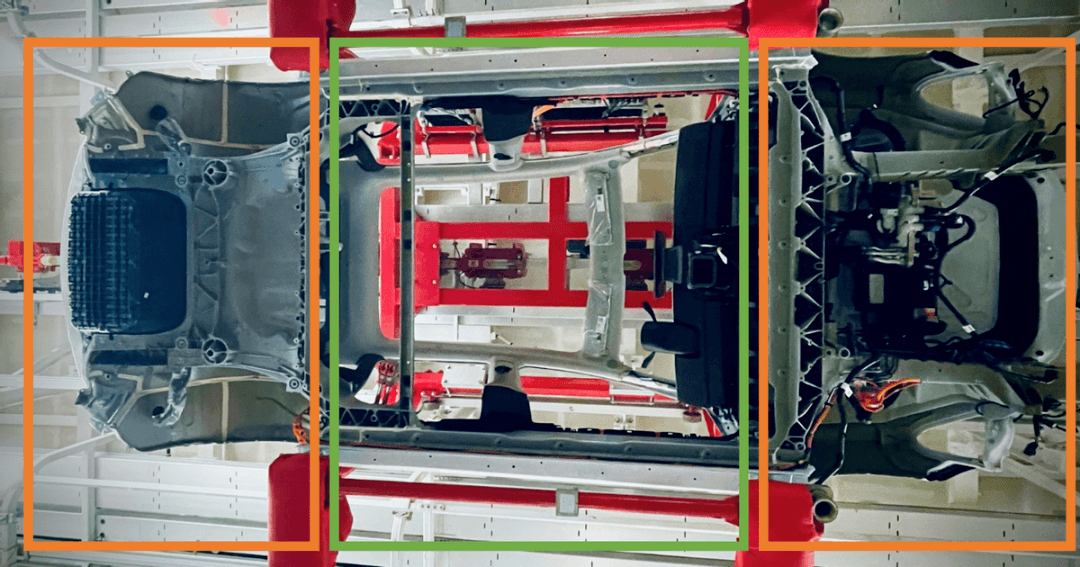
▲图6. 这个复杂度在持续降低,结构上越来越简化
(4)可持续发展,材料利用率提高:压铸熔炼材料和回收铝,我的理解是特斯拉的生意模式变成可回收的,整个车用完了,车交给它,电池交给它,通过处理给你再做一台出来,这种思考方式为汽车行业走出了一条有意思的路
▲图7. 车子本体和电池材料将来都能回收,整个生命周期都是永续的
在电动皮卡采用锁模力达到 8000T 的 Giga Press压铸设备,这个新兴的车辆黑科技比较多,也需要加速生产节拍和简化生产复杂度,将整个下车体总成进行一体压铸,包括后底板总成、前舱总成都进行工艺替换,大幅度提升生产制造效率。这个对于电动汽车的发展,是物理骨骼上的变化,我觉得很有意思。
Part 2 高低压线束
还有就是这个吊起来的线缆,Model Y的100米更像是一个梗,但是从整体的设计来看,目前高低压线束都在简化。随着高压系统集成化(PTC逐渐被边缘化),DCDC和OBC集成化。整个高压系统,必要的连接是:
●直流充电输入接口(1对),外部是充电枪
●电池包快充接口(1对),充电用
●电池包放电接口(1对),后驱动用
●电动压缩机输入接口,这个存疑,可能将来3-5年和驱动系统集成在一起
●DCDC,输入接口存疑,现在已经部分没有了
●OBC,在ET7上已经被拿走了
●驱动系统:输入一对,如果是四驱系统拉的线会长一些,在Model S Plaid里面走铜排设计的方式。
所以算算,以后高压后驱系统的话,整个高压连接主要是围绕电池包的2对必不可少,其他都在集成化里面被简化。
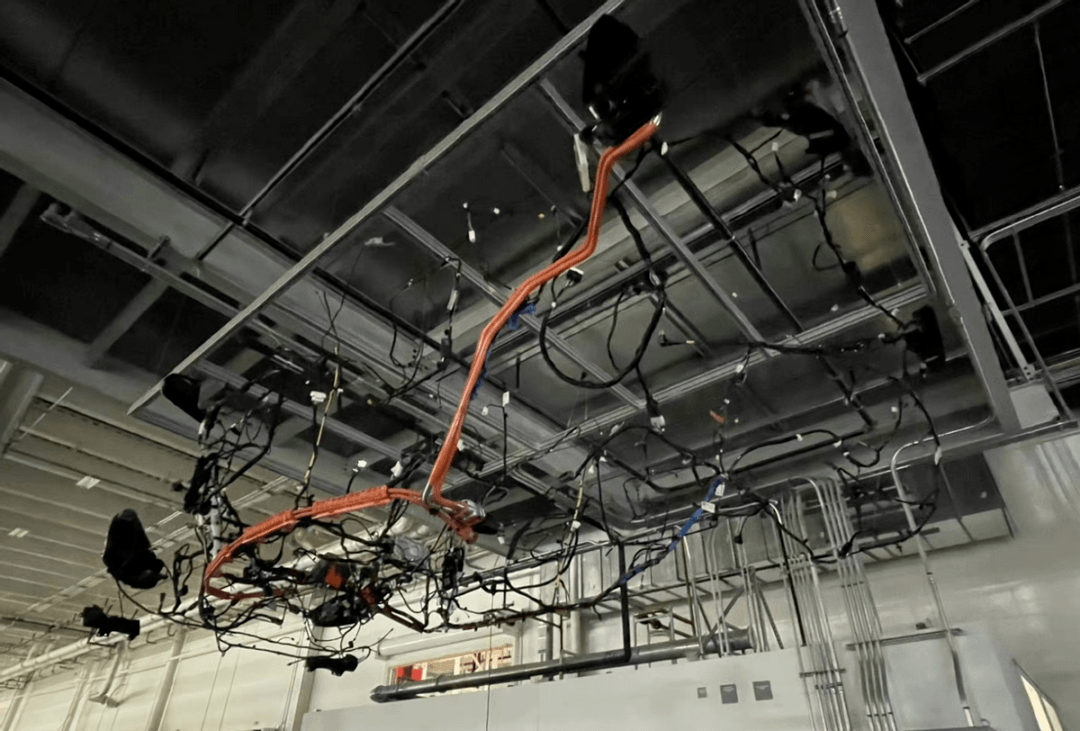
▲图8. 特斯拉的高压线束
特斯拉的低压控制器和整体的负载也在不断的简化中,目前来看各种灯、电机复杂很难被优化,集成化的控制线路更可能把功能合并,我觉得终极就是电源供给和信号控制优化,部分无线化,在智能化的路上其实多种路径都在发展。
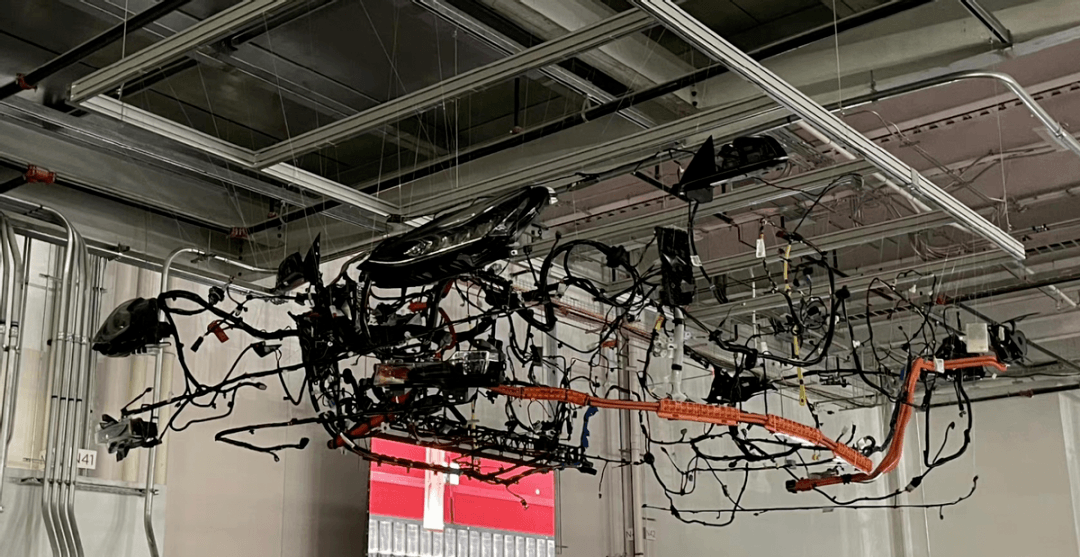
▲图9. 特斯拉的线束设计
小结:我觉得新势力的门槛是50万台,就像电池企业要爬到20GWh、50GWh这样的门槛点,汽车制造和电芯制造都在努力做简化,回归合理性。除开软件,汽车制造里面的重构怎么去找合适的爆点,也是我要去持续思考的。
来源:第一电动网
作者:朱玉龙
本文地址:https://www.d1ev.com/kol/172832
文中图片源自互联网,如有侵权请联系admin#d1ev.com(#替换成@)删除。




先估价再买车,买的放心开的安心
您的询价信息
已经成功提交我们稍后会联系您进行报价!








 京公网安备
11010502033163号
京公网安备
11010502033163号