随着特斯拉电话会议结束,透露出的信息是,4680电池车型量产提前到Q1量产,这个是很出人意料的。网上更有泄露4680试制线的数据出来,也让我们对当前这款重量级的产品有了更多的期待。
从规模来看,Fremont工厂1月22号每天的产线统计生产量为6249个电芯,电芯生产的良品率平均达到了92%。除了一台特殊的封装线以外,多条封装设备(7条产出100个/天,6条产出200个/天)产出的良品率在79%- 97%。
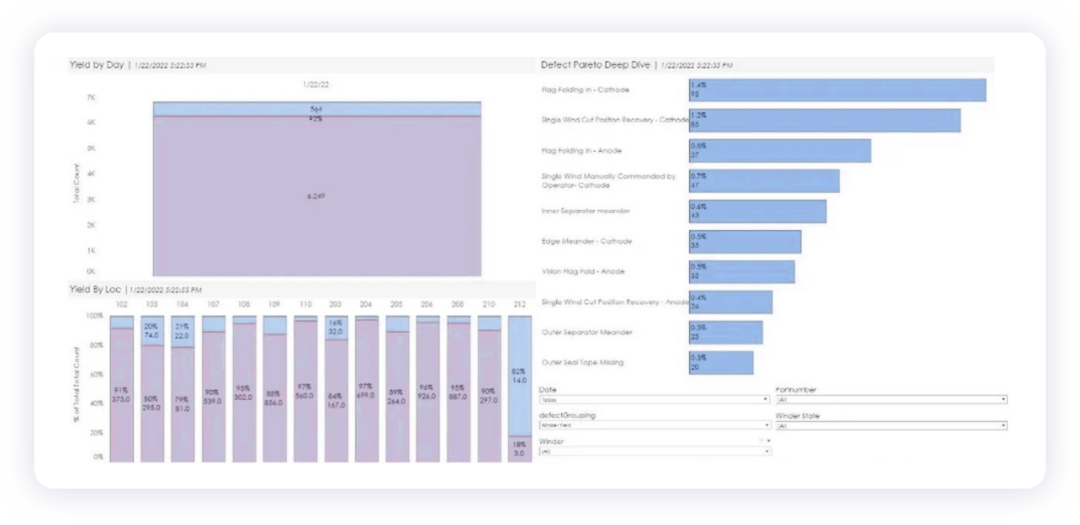
▲图1.试制线的情况汇总

Part 1
4680的进度
从之前交流的情况来看,4680电池应该是在2022年实现大规模量产,与之匹配的整车量产下线在2023年开年。而当前2022年Q1就开始往外抖包袱,Elon Musk更是通过Battery Day立下Flag,对4680的方向是非常坚持的。
由于大规模量产推迟了很久,这使得当前2170和宁德时代铁锂方法,整体更新的速度比其他车企要慢一些。所以即使在4680电芯的良品率并没有达到预期,这个方向也必须在实战中坚持,并慢慢提升。
目前4680 所遇到的问题,在网上的数据来看失效帕累托图(Defect Pareto)集中在10个方面:
●Flag Folding in Cathode 1.4% 93例
●Single Wind Cut Position Recovery Cathode 1.2% 86例
●Flag Folding in Anode 0.8% 57例
●Single Wind Manually Commanded by Operator Cathode 0.7% 47例
●Inner Separator Meander 0.6% 43例
●Edge Meander Cathode 0.5% 35例
●Vision flag fold Anode 0.5% 33例
●Single Wind Manually Commanded by Operator Anode 0.4%,26例
●Outer Separator Meander 0.3% 23例
●Outer Seal Tape Missing 0.3% 20例
目前的进度是,随着松下在日本扩建生产线,从特斯拉本身的电芯工厂和松下的产量,2022年能攒到一批产品,为2023年的量拉升做准备。

Part 2
4680的Pack设计
我觉得最近明确的事情,就是这个托盘——由于侧边的防护通过车身一体化考虑,整体电池壳体的强度就不需要和之前一样考虑那么多,所以采用一体化压铸来加速整包的加工速度。
备注:之前电池包需要通过很强的挤压实验,是由于法规需求驱动的设计变化,不确定后续这个电池下托盘能否通过GB的挤压实验。
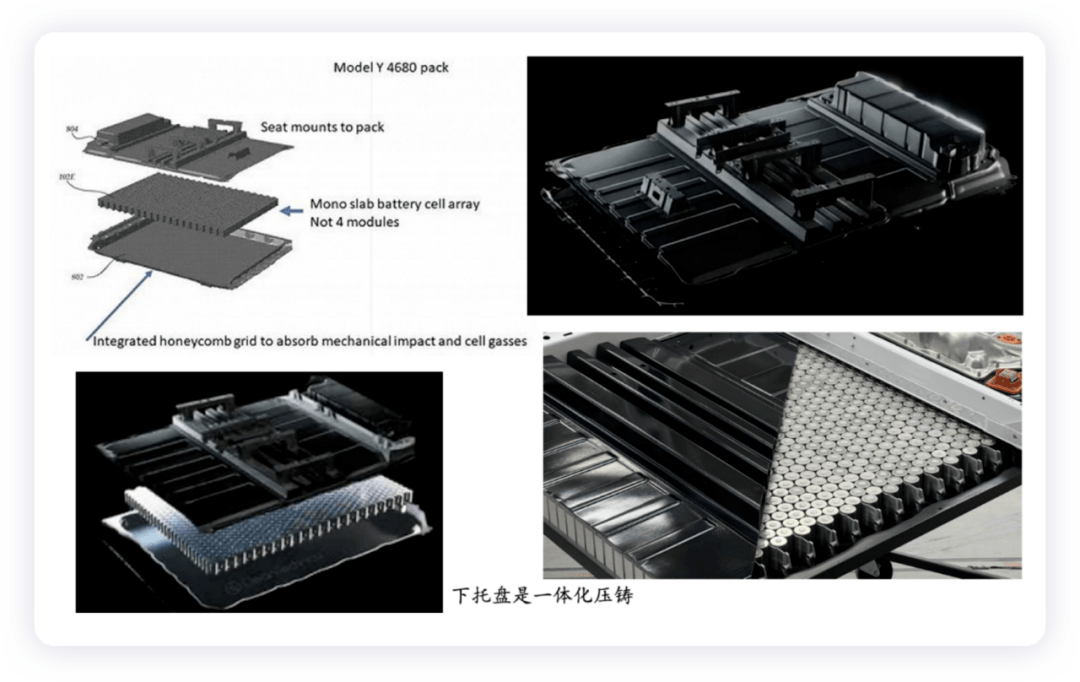
▲图2.电池托盘和设计
在当前来看,除了我们看到的水冷板以外,和之前的1865和2170不一样的地方:4680电池比较大,所以散热和热失控保护,需要同通过顶部一块巨大的水冷板来进行隔离——这个板子,一方面起到隔离的作用,一方面也给电芯实现了顶部和侧边双面冷却的效果。这里需要通过导热发泡胶进行。
备注:中间还有汇流和采样,通过进一步精简以后,FPC也进一步简洁设计。
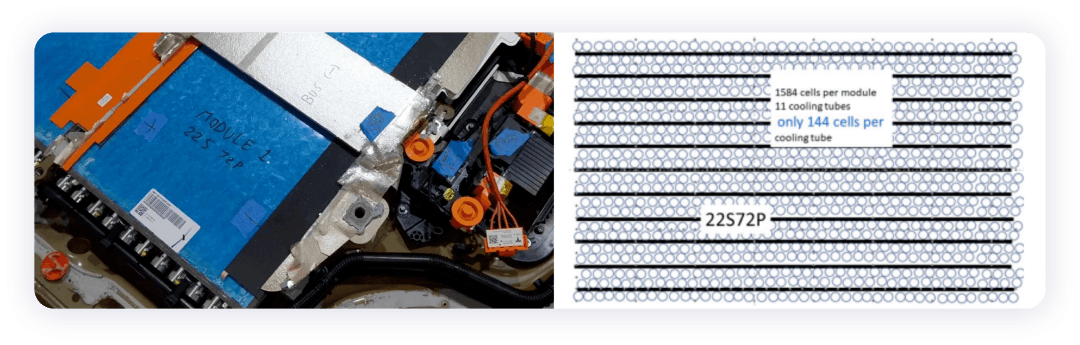
▲图3.电芯大了散热始终是一个很大的挑战
(从Model S Plaid开始加入一整块水冷板)
顶部水冷板结构有点像之前的汉EV,完整的水冷板配合发泡胶粘接之后,可以在顶部起到整体效果。汉EV是类似三明治一样,其实4680也有这个效果。

▲图4.顶部水冷板结构
小结:随着3C-4C快充的要求深入下去,多面冷却确实是个趋势,因此4680在散热方面采用顶部和侧面两种方式进行导热,再配合无极耳的设计,整体的效果应该会比较好。而且热失控扩散的效力,随着两面冷却的策略,也能控制下来。
来源:第一电动网
作者:朱玉龙
本文地址:https://www.d1ev.com/kol/168139
文中图片源自互联网,如有侵权请联系admin#d1ev.com(#替换成@)删除。




先估价再买车,买的放心开的安心
您的询价信息
已经成功提交我们稍后会联系您进行报价!








 京公网安备
11010502033163号
京公网安备
11010502033163号