锂离子电池极片制造一般工艺流程为:活性物质,粘结剂和导电剂等混合制备成浆料,然后涂敷在铜或铝集流体两面,经干燥后去除溶剂形成极片,极片颗粒涂层经过压实致密化,再裁切或分条。辊压是锂电池极片最常用的压实工艺,相对于其他工艺过程,辊压对极片孔洞结构的改变巨大,而且也会影响导电剂的分布状态,从而影响电池的电化学性能。为了获得最优化的孔洞结构,充分认识和理解辊压压实工艺过程是十分重要的。
辊压工艺基本过程
工业生产上,锂电池极片一般采用对辊机连续辊压压实,如图1所示,在此过程中,两面涂敷颗粒涂层的极片被送入两辊的间隙中,在轧辊线载荷作用下涂层被压实,从辊缝出来后,极片会发生弹性回弹导致厚度增加。因此,辊缝大小和轧制载荷是两个重要的参数,一般地,辊缝要小于要求的极片最终厚度,或载荷作用能使涂层被压实。另外,辊压速度的大小直接决定载荷作用在极片上的保持时间,也会影响极片的回弹,最终影响极片的涂层密度和孔隙率。
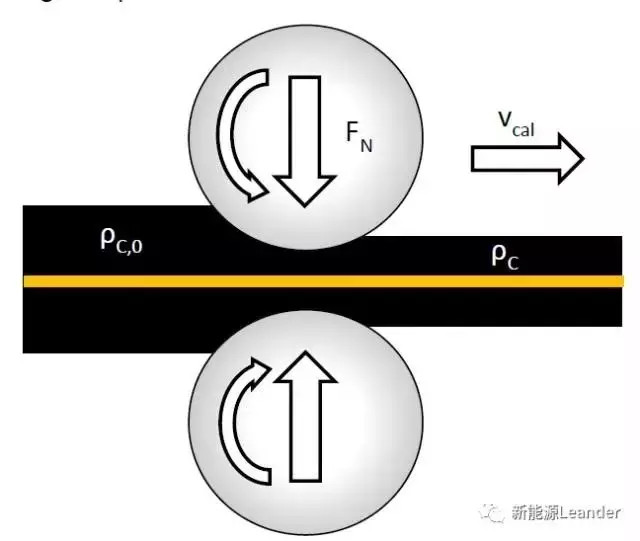
图1极片辊压过程示意图
在轧制速度Vcal下,极片通过辊缝时,线载荷可由式(1)计算: qL = FN / WC
其中,qL为作用在极片上的线载荷,FN为作用在极片上的轧制力,Wc为极片涂层的宽度。
辊压过程极片微观结构的演变
通过辊缝,极片被压实,涂层密度由初始值ρc,0变为ρc。压实密度ρc可由式(2)计算:
 (2)
(2)
其中,mE为单位面积内的电极片重量,mC为单位面积内的集流体重量,hE为电极片厚度,hC为集流体厚度。而压实密度与极片孔隙率相关,物理上的涂层孔隙率εc,ph可由式(3)计算,其含义为颗粒内部的孔隙和颗粒之间的孔隙在涂层的体积分数:
 (3)
(3)
其中,ρph为涂层各组成材料平均物理真密度。
在实际的辊压工艺中,随着轧制压力变化,极片涂层压实密度具有一定规律,图2为极片涂层密度与轧制压力的关系。
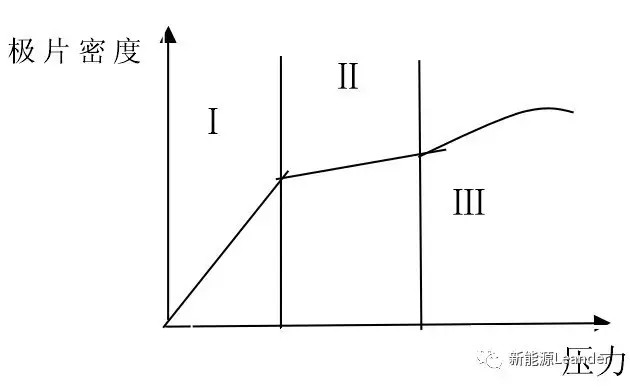
图2极片涂层密度与轧制压力的关系
曲线 I 区域,为第一阶段。此阶段压力相对较小,涂层内颗粒产生位移,孔隙被填充,压力稍有增加时,极片的密度快速增加,极片的相对密度变化有规律。
曲线 II 区域,为第二阶段。此阶段压力继续增加,极片经压缩后,密度已增高。孔隙已被填充,浆料颗粒产生了更大的压实阻力。压力再继续提高,但极片密度增加较少。因此时浆料颗粒间的位移已经减少,颗粒大量的变形还没开始。
曲线 III 区域,为第三阶段。当压力超过一定值后,压力增加极片密度也会继续增加,随后又逐渐平缓下来。这是因为当压力超过浆料颗粒的临界压力时,颗粒开始变形、破碎,颗粒内部的孔隙也被填充,使极片密度继续增大。但当压力继续增加,极片密度的变化逐渐平缓。
实际极片轧制过程的情况十分复杂。在第一阶段,粉末体的致密化虽然以浆料颗粒的位移为主,但同时也有少量的变形。在第三阶段,致密化以浆料颗粒的变形为主,同时也会存在少量位移。
另外,由于正负极材料本身性质差异,正负极极片辊压过程微观结构变化也不相同。正极颗粒材料硬度大,不容易产生变形,而石墨负极硬度小,压实过程会发生塑性变形,如图3所示。中等程度的压实会减轻石墨的塑性变形量,锂离子嵌入和脱出阻力更小,电池循环稳定性更好。而载荷过大可能导致颗粒破碎。正极极片中由于活性物质导电性很差,与负极相比,辊压过程引起导电剂分布变化对电子传导影响更明显。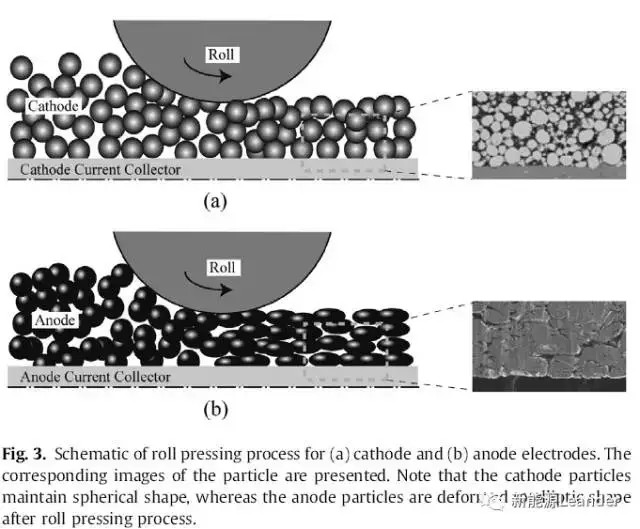
图3 正负极极片辊压颗粒位移和变形示意图
压实密度对电化学性能的影响
在电池极片中,电子传导主要通过,而锂离子传导主要通过多孔结构中的电解液相进行,电解液填充在多孔电极的孔隙中,锂离子在孔隙内通过电解液传导,锂离子的传导特性与孔隙率密切相关。孔隙率越大,相当于电解液相体积分数越高,锂离子有效电导率越大。而电子通过活物质或碳胶相等固相传导,固相的体积分数,迂曲度又直接决定电子有效电导率。孔隙率和固相的体积分数是相互矛盾的,孔隙率大必然导致固相体积分数降低,因此,锂离子和电子的有效传导特性也是相互矛盾的。
一方面,压实极片改善电极中颗粒在之间的接触,以及电极涂层和集流体之间的接触面积,降低不可逆容量损失接触内阻和交流阻抗。另一方面,压实太高,孔隙率损失,孔隙的迂曲度增加,颗粒发生取向,或活物质颗粒表面粘合剂被挤压,限制锂盐的扩散和离嵌入/脱嵌,锂离子扩散阻力增加,电池倍率性能下降。
辊压工艺参数的影响规律
前面提到辊压工艺直接决定极片的多孔结构,而线载荷、速度等辊压工艺参数对极片微观结构到底有什么样的影响呢?德国布伦瑞克工业大学研究人员Chris Meyer等做了相关的研究。
他们研究发现,锂离子电池极片的压实过程也遵循粉末冶金领域的指数公式(4),这揭示了涂层密度或孔隙率与压实载荷之间的关系。
 (4)
(4)
其中,ρc,max和γc可以通过实验数据拟合得到,分别表示某工艺条件下涂层能够达到的最大压实密度以及涂层压实阻抗。
表1 实验用正负极极片参数
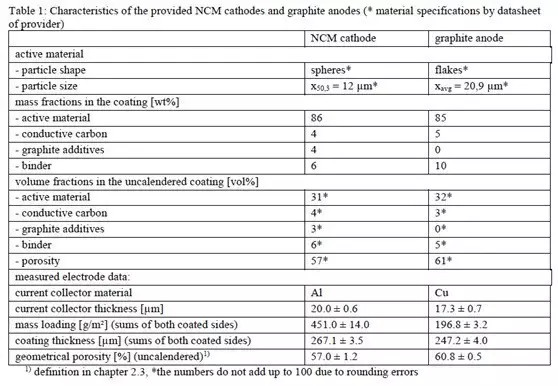
研究者对表1中所示NCM三元正极极片和石墨负极极片进行辊压实验,研究辊压工艺参数对极片涂层密度和孔隙率的影响规律。根据材料物理真密度计算,当孔隙率为0%时,正极涂层密度应该为4.3 g/cc,负极涂层密度应该为2.2 g/cc。而实际上根据实验数据拟合得到了参数(见表2)表明正极涂层达到的最大密度约3.2 g/cc,负极约为1.7 g/cc。
图4是辊压线载荷和正负极极片涂层密度的关系,不同的载荷和辊压线速度条件下采集实验数据点,然后采用指数方程(4)对数据进行拟合,得到相应的方程拟合参数,列入表2中。表示为涂层的压实阻抗,较低值表明随着线载荷增加,涂层密度能够较快达到最大值,而较高的阻抗值表明涂层密度较慢达到最大值。从图4和表2中可见,辊压速度对涂层密度影响较小,较小的速度导致涂层密度略微增加。另外,正负极极片的压实过程差异大,正极极片压实阻抗大约为负极的一倍多,这是由于正负极材料特性差异引起的,正极颗粒硬度大,压实阻抗大,而负极颗粒硬度小,压实阻抗小,更容易辊压压实。
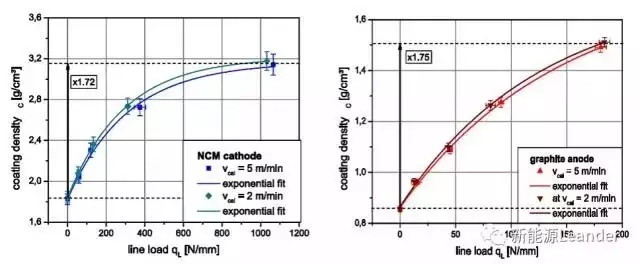
图4线载荷与正负极极片涂层压实密度的关系
表2 不同辊压工艺条件下拟合得到的参数值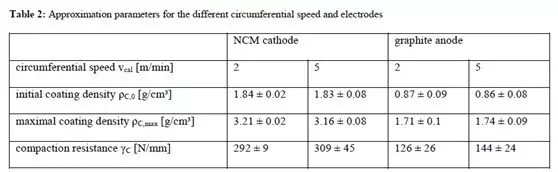
此外,从孔隙结构角度分析辊压工艺的影响。电池极片涂层的孔隙主要包含两类:颗粒材料内部的孔隙,尺寸为纳米-亚微米级;颗粒之间的孔隙,尺寸为微米级。图5是不同辊压条件下正负极极片中孔径分布情况,首先很明显可以看到极片压实可以减小孔径尺寸并降低孔隙含量。随着压实密度增加,与正极相比,负极孔径尺寸更明显降低,这是由于负极涂层压实阻抗低更容易被辊压压实。同时数据表明辊压速度对孔隙结构的较小。
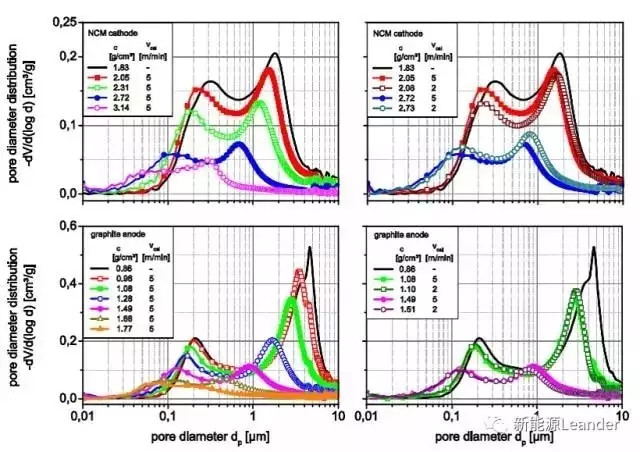
图5不同辊压条件下孔径分布
从涂层的孔隙率角度考虑,辊压线载荷与涂层孔隙率之间也可以通过指数方程拟合得到规律,图6是线载荷与正负极极片涂层孔隙率的关系,不同的线载荷作用下对正负极极片进行辊压,通过物理真密度计算孔隙率、同时也通过实验测量涂层的孔隙率,得到的数据点作图并进行线性拟合,结果如图6所示。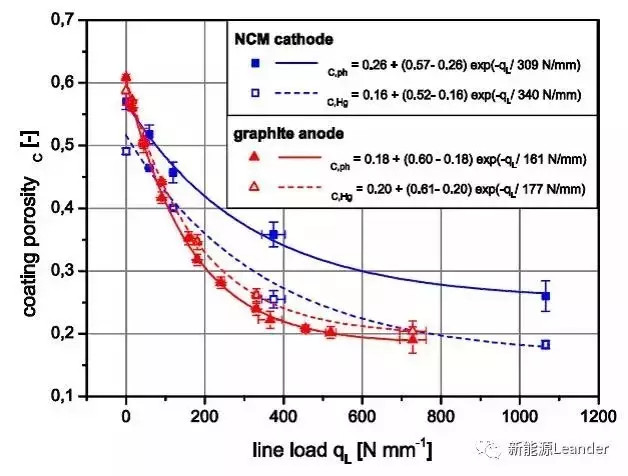
图6线载荷与正负极极片涂层孔隙率的关系
辊压工艺对锂电池极片微观结构影响巨大,特别是对多孔结构,因此,辊压工艺强烈影响电池性能。总之,在锂电池技术研究与开发中,我们同样需要特别关注制造工艺。
来源:第一电动网
作者:锂想生活mikoWoo
本文地址:https://www.d1ev.com/kol/63283
本文由第一电动网大牛说作者撰写,他们为本文的真实性和中立性负责,观点仅代表个人,不代表第一电动网。本文版权归原创作者和第一电动网(www.d1ev.com)所有,如需转载需得到双方授权,同时务必注明来源和作者。
欢迎加入第一电动网大牛说作者,注册会员登录后即可在线投稿,请在会员资料留下QQ、手机、邮箱等联系方式,便于我们在第一时间与您沟通稿件,如有问题请发送邮件至 content@d1ev.com。
文中图片源自互联网,如有侵权请联系admin#d1ev.com(#替换成@)删除。




先估价再买车,买的放心开的安心
您的询价信息
已经成功提交我们稍后会联系您进行报价!








 京公网安备
11010502033163号
京公网安备
11010502033163号